
P. Mansillaa*, P. Corallob, G. Fornasiera, F. Geberta, L. Martínez Cleresa, M. Mazzolaa, D. Ríosa, E. Riverosa, R. Manducaa, J. Cañarib y M. Ríosb
a*Loma Negra C.I.A.S.A. Hormigones Lomax, CP C1277AAC, Ciudad Autónoma de Buenos Aires, Argentina. gmansilla@lomanegra.com, gfornasier@lomanegra.com, qgebert@lomanegra.com, lcleres@lomanegra.com, mmazzola@lomanegra.com, drios@lomanegra.com, emriveros@lomanegra.com, rmanduca@lomanegra.com
bLoma Negra C.I.A.S.A. Centro Técnico Loma Negra, CP C1439DWE, Ciudad Autónoma de Buenos Aires, Argentina. pcorallo@lomanegra.com, jcanari@lomanegra.com, crios@lomanegra.com
Recibido: 24 de noviembre de 2021
Aceptado: 29 de diciembre de 2021
RESUMEN
El presente trabajo, describe los diferentes pasos recorridos en laboratorio y obra que permitieron la elaboración y colocación del hormigón de mayor resistencia utilizado en una obra en Argentina, demostrando el grado alcanzado en la tecnología del hormigón. Se exponen las distintas etapas de Diseño y Desarrollo (D&D) del producto: desde la selección de los materiales componentes, ajustes de diferentes diseños a nivel laboratorio, hasta la etapa de pruebas a escala industrial. Se presentan algunos análisis y estudios relacionados con la generación de calor y su colocación en elementos estructurales tipificados como masivos. Se describen los controles implementados para la producción y entrega del hormigón, los resultados obtenidos en el autocontrol de producción y la calidad de terminación lograda en los elementos estructurales ejecutados. Finalmente se presentan algunos interrogantes que han surgido en las diferentes etapas transitadas, sobre los que se continuará trabajando.
PALABRAS CLAVE: Hormigón de ultra alta resistencia autocompactante, hormigón masivo, ettringita diferida, segregación estática, módulo de elasticidad estático
ABSTRACT
This work describes the different steps taken in the laboratory and on site that allowed the preparation and placement of the most resistant concrete used in a construction site in Argentina, showing the degree of concrete technology achieved. The different stages of Design and Development (D&D) of the product are exposed: from the selection of the component materials, adjustments of different designs at the laboratory level, to the stage of tests on an industrial scale. Some analyzes and studies related to the generation of heat and its placement in structural elements classified as massive are presented. The controls implemented for the production and delivery of the concrete, the results obtained in the production self-control and the quality of finishing achieved in the structural elements executed are described. Finally, some questions are presented that have arisen in the different stages traveled, on which work will continue.
KEYWORDS: Self-compacting ultra-high-performance concrete, massive concrete, delayed ettringite, static segregation, static modulus of elasticity
1. Hormigones de ultra alta resistencia en Argentina
En los últimos 20 años los proyectos de edificios de gran altura han adoptado el criterio de utilizar hormigones de alta resistencia, con el objeto de reducir las dimensiones de los elementos estructurales verticales, fundamentalmente en los primeros niveles, de manera de disponer de mayor superficie libre.
Teniendo en cuenta esta necesidad se han desarrollado durante los últimos años hormigones de clase resistente H-60 y H-80, para estructuras de este tipo, ejecutadas en la Ciudad Autónoma de Buenos Aires y Rosario.
Contemplando estos antecedentes, a mediados del año 2020, fuimos contactados por uno de los estructuralistas más renombrados de Argentina y uno de los estudios de arquitectura más importantes a nivel mundial, para evaluar la posibilidad de producir y entregar un Hormigón H-110 para un importante proyecto a ejecutarse en el centro de la Ciudad Autónoma de Buenos Aires.
Durante un período de aproximadamente 3 meses, y aún sin estar adjudicada la obra a la empresa constructora, se participó activamente de diversas reuniones en las que se comenzaron a definir las necesidades del proyecto y especificaciones sobre el hormigón.
En esta etapa, el estructuralista especificó que el hormigón H-110 debía cumplir adicionalmente con un módulo de elasticidad estático (Eest) igual o mayor a 50 GPa.
Teniendo en cuenta los requisitos de calidad de terminación requeridos por el estudio de arquitectura, sumado a la complejidad para la colocación del hormigón (asociada con las características reológicas de la mezcla, a la geometría de los elementos estructurales y a la densidad de armadura), se acuerda avanzar con un diseño de hormigón autocompactante con capacidad para ser bombeado [1-3], con tamaño máximo nominal igual a 12,5 mm, pretendiéndose un extendido de 70 cm y un valor del parámetro T50 (asociado a la viscosidad), no mayor a 10 segundos para su determinación con el cono de Abrams en posición normal.
Considerando necesario el uso de EAH debido al carácter masivo de las columnas a ejecutar (2 m x 2 m x 9 m aproximadamente), se planteó trasladar la edad de diseño a 56/84 días, con el objeto de asegurar la resistencia especificada y el módulo de elasticidad requeridos. La propuesta fue aceptada por el Proyectista, acordándose adoptar además, el modo 1 para el control de recepción de este hormigón según CIRSOC 201/05 [4].
2. Etapas de diseño y desarrollo
2.1 Resistencia de diseño
Para el cálculo de esta resistencia, y ante la ausencia de datos concretos de producción que permitieran encontrar un valor del desvío estándar, se planteó la posibilidad de aplicar la Tabla 5.5 del Reglamento CIRSOC 201-05 y la Tabla 5.3.2.2 del ACI 318 [5]. Como camino alternativo, se decidió analizar los antecedentes de producción del hormigón de mayor resistencia elaborado y entregado hasta ese momento. Tomando los últimos 150 resultados de ensayos de autocontrol sobre el hormigón H-80 surgió una resistencia promedio de 89 MPa y un desvío S=6,16 MPa, arrojando un coeficiente de variación (CV) de 6,9%. Adoptando este valor del coeficiente de variación y aplicando las expresiones indicadas en la Tabla 5.3.2.1 del ACI 318 [5] para el caso de f´c > 35 MPa, se obtuvo un valor de resistencia de diseño igual a 121 MPa para el hormigón H-110.
El valor obtenido mediante esta metodología (121 MPa), es comparable con el que surge de la Tabla 5.5 del CIRSOC 201-05 (f´c + 10 MPa), mientras que se ubica algo por debajo del que surge de aplicar la tabla 5.3.2.2 del ACI 318 (más conservativo e igual a 126 MPa).
2.2 Selección de los materiales componentes
En cuanto a este punto se asumió inicialmente emplear el mismo conjunto de materias primas utilizadas para la elaboración de hormigones de elevada resistencia [6,7], estimándose necesaria la incorporación de Microsílice y prescindir del uso de la arena de trituración (por razones de trabajabilidad).
Se resume a continuación la lista de los materiales empleados y algunas de sus características:
- Cemento Pórtland Normal (CPN50): Fábrica L´Amalí;
- Escoria de Alto Horno (EAH): en un porcentaje entre el 20% y 40%. Procedencia Ramallo Pcia. de Buenos Aires;
- Microsílice (MS): en un porcentaje próximo al 8%. Distintos proveedores;
- Arena silícea natural (2,3 ≤ MF ≤ 2,4). Origen río Paraná (Rosario). Se prescinde de utilización de arena fina y arena granítica 0-6 por razones de trabajabilidad del hormigón;
- Piedra partida granítica, tamaño máximo nominal (TMN) = 12,5 mm. Procedencia Olavarría, Pcia. de Buenos Aires;
- Hiperfluidificante (HF): en dosis a ajustar. Distintos proveedores;
- Estabilizador de hidratación (EH): en dosis a definir.
Identificando como punto crítico las características en estado fresco pretendidas para este hormigón, y la influencia de la compatibilidad entre material cementicio y aditivo, fueron convocados 3 reconocidos proveedores de aditivos con el propósito de iniciar una etapa de estudios preliminares en morteros con objeto de evaluar el comportamiento reológico de los distintos materiales.
2.3 Estudios preliminares en morteros
Teniendo en cuenta la resistencia de diseño adoptada y los antecedentes – curvas f´c= f(a/MC) – disponibles en laboratorio para el material cementicio compuesto por CPN50 y EAH), se definió que la relación a/mc para este hormigón debería estar comprendida entre 0,22 y 0,26, dependiendo de la eficiencia de la MS y dosis a emplear.
Para este estudio se adoptó un mortero con una relación a/mc igual a 0,25, un total de material cementicio (MC) de 726 kg/m3 compuesto por CPN50 (70% en masa), EAH (22% en masa) y MS (8% en masa).
Los resultados de los parámetros evaluados en estado fresco sobre las variantes analizadas, presentados en la Tabla 1, permitieron extraer las primeras conclusiones.
- Proveedor A: La combinación Microsílice MSA1 y aditivo hiperfluidificante HPA1 no logra alcanzar la fluidez esperada.
- Proveedor B: Todos los aditivos aportados por este proveedor (HPB1-HPB2-HPB3) combinados con la Microsílice propuesta (MSB1) muestran valores de viscosidad elevados e incompatibles con el límite pretendido.
- Proveedor C: No puede suministrar Microsílice en tiempo y forma para la prueba sobre mortero.
2.4 Estudios preliminares sobre hormigones
A partir de los resultados de estado fresco obtenidos sobre morteros, se realizaron las primeras experiencias sobre hormigón. Si bien los aditivos propuestos por el proveedor “B” habían sido observados por generar elevada viscosidad, se decidió incluirlos igualmente en esta etapa con el fin de evaluar el comportamiento de la MS en el hormigón.
Pese a no haber participado en los estudios previos realizados en mortero equivalente, logró incorporarse en esta fase el proveedor de aditivos “C”. De esta manera fueron analizadas 9 mezclas, la mayoría con un total de material cementicio igual a 750 kg/m3, y relaciones a/mc comprendidas entre 0,22 y 0,26 [8,9]. La Tabla 2 muestra los resultados obtenidos de los pastones elaborados.
Se comprobó que la combinación de aditivos y MS aportada por el proveedor “B” no lograba alcanzar los resultados de resistencia a compresión esperados; mientras que las mezclas identificadas como A4 y C2, reunían los requisitos de extendido y viscosidad planteados inicialmente, alcanzando además niveles de resistencia y módulo de elasticidad dinámico compatibles con los esperados.
Las mezclas seleccionadas fueron reproducidas en laboratorio, para realizar los ensayos de Eest. Con el propósito de analizar la influencia del TMN y porcentaje de agregado grueso sobre el Eest, y asumiendo que la importante cantidad de material cementicio puede permitir un hormigón autocompactante con una relación agregado fino / total agregados < 50%, se analizó el efecto de estas variables sobre la mezcla C2 (Tabla 3).
Si bien los resultados de Eest obtenidos en estas pruebas no fueron consistentes, se adoptó la relación agregado fino / total de agregados = 46% y conservar el TMN = 12,5 mm para continuar trabajando en la etapa de pruebas a escala industrial.
Durante la ejecución de los primeros ensayos sobre hormigón endurecido, comenzaron a plantearse algunas dudas sobre la validez y confiabilidad de los diferentes métodos de encabezado disponibles para los niveles de resistencias a compresión esperados, y sobre la metodología empleada para la determinación del Eest. A tal efecto, se inicia un programa de pruebas comparativas, cuyos resultados se presentan más adelante.
Tabla 1. Estudio sobre viscosidad de morteros.

2.5 Pruebas preliminares a escala industrial
Teniendo en cuenta la necesidad de realizar pruebas a escala industrial hacia fin de noviembre de 2020, y considerando que la MS no es de producción nacional, se realizó un pedido de 2 Tn al proveedor «A», que resultaba ser el mejor posicionado de acuerdo con los resultados obtenidos en las pruebas de laboratorio.
Ante la imposibilidad del proveedor «A» de nacionalizar la MS, quedó como única alternativa solicitar el material al proveedor «C», quién aseguró tener stock en el país y poder entregar en los tiempos previstos.
Considerando que, con este proveedor solo se habían evaluado parcialmente algunas mezclas en hormigón, se intensificaron estudios y mejoras sobre la mezcla «C2».
Con el objeto de minimizar los problemas de origen térmico, se comenzó a evaluar una segunda alternativa con una mayor participación de EAH, aumentándose del 22 a 42 el porcentaje de esta adición.
Teniendo en cuenta las elevadas temperaturas del verano, se incorporó a la dosificación un aditivo estabilizador de tiempo en estado fresco del hormigón, teniendo en cuenta los tiempos de transporte y colocación. La dosis de este aditivo se adoptó en función de los resultados obtenidos por calorimetría semiadiabática realizados sobre morteros equivalentes para las mezclas con 22% y 42% de EAH.
Tabla 2. Estudio sobre hormigones.

Entre fines de noviembre y mediados de diciembre de 2020, se llevaron a cabo 5 pruebas a escala industrial con la mezcla definida en laboratorio, contemplando un total de 800 kg/m3 de material cementicio compuesto por: 70% de CPN50, 22% de EAH y 8% de MS. Estas pruebas permitieron ajustar la secuencia de carga de los materiales, definir el momento de colocación de aditivo HF y el procedimiento de carga de hielo para el control de temperatura del hormigón. Además, permitió identificar la necesidad de realizar una instalación complementaria para la carga automática de la MS, que hasta el momento se colocaba de forma manual en la balanza de agregados.
Tabla 3. Estudio sobre hormigones. Módulo de elasticidad.

Durante la segunda quincena de diciembre, se realizaron pruebas industriales en obra que proporcionaron datos relacionados con el comportamiento del hormigón durante el transporte, mantenimiento del extendido, T50, temperatura y tiempos de descarga en obra.
3. Expectativas versus realidad de la obra
Pese al empleo de hielo en reemplazo de agua de amasado, las temperaturas determinadas durante la descarga de hormigón en obra superaron las máximas permitidas para minimizar el riesgo de fisuración térmica [10] y la formación de ettringita diferida [11]. Se evaluó entonces, la posibilidad de utilizar Nitrógeno líquido como método más efectivo para este control, alternativa que fue descartada por el proveedor, en virtud de las prioridades de producción de oxígeno impuestas por el escenario sanitario crítico en el marco de la pandemia de COVID.
Paralelamente se determinaron en laboratorio las curvas de elevación adiabática de temperatura de hormigones con un total de material cementicio de 800 kg/m3, 8% de MS, y porcentajes de EAH de 22% y 42%.
Con el propósito de registrar la temperatura máxima que puede alcanzar el hormigón, se decidió reservar un sector de la platea para materializar un cubo de 2 m de lado utilizando este hormigón. Se propuso realizar anticipadamente un estudio de predicción de la temperatura máxima y perfil de temperaturas, mediante el empleo del programa Be4Cast [12], contemplando las variantes de la mezcla con 22% y 42 % de EAH. Los resultados obtenidos mediante el software se muestran en la Fig. 1, observándose que el incremento en el porcentaje de EAH empleado, permite reducir la temperatura máxima alcanzada en unos 8 °C aproximadamente.
La Fig. 2 muestra el registro de las temperaturas alcanzadas en diferentes puntos sobre la estructura ejecutada ad-hoc en obra utilizando la mezcla con 22% de EAH, permitiendo establecer una buena correlación con los resultados del modelo de predicción, y asegurando que la temperatura máxima registrada resulta inaceptable por el peligro de formación de ettringita diferida. De acuerdo con el ACI 201-2R-16 [11], en su tabla 6.2.2.2(caso d), se recomienda acotar la temperatura del hormigón entre 70°C y 85°C para el caso en el que se utilice un porcentaje mínimo de MS igual al 5%, combinada con al menos 25% de EAH.

En función de estos datos, el cliente solicitó utilizar la mezcla con el 42% de EAH. Sin embargo, durante la ejecución de algunas de las pruebas realizadas en planta y obra, se detectó una ligera tendencia a presentarse segregación estática a medida que se incrementaba el porcentaje de participación de la EAH y el extendido se ajustaba a valores de 70 cm o superiores (ver Fig. 3). A efectos de verificar esta tendencia se realizaron una serie de ensayos en planta y obra, para asegurar valores límites sobre estas variables que aseguraran la uniformidad y homogeneidad del hormigón colocado.
Ante la imposibilidad de utilizar nitrógeno líquido y la limitación en el porcentaje de EAH por el riesgo a segregación estática, se analizó la influencia de la temperatura de colocación del hormigón sobre la temperatura final del hormigón, para porcentajes de EAH del 22% y 42%. El resultado obtenido se muestra en la Fig. 4, que permite observar la necesidad de colocar el hormigón por debajo de 15 °C para garantizar no superar el requisito del ACI 201-2R-16 [11].
A la luz de estos resultados, comenzó a evaluarse la posibilidad de aplicar la técnica del post-enfriado. La Fig. 5 muestra los resultados obtenidos al aplicar el software de predicción de temperaturas considerando distintos esquemas de cañerías, adoptándose para el análisis 32 °C como temperatura de colocación del hormigón, y 18 °C para el agua de refrigeración.
Considerando los resultados logrados, el constructor y la dirección de obra acordaron adoptar un esquema de post-enfriado compuesto por 12 cañerías de diámetro igual a 25,4 mm, que permitió la circulación de un caudal de agua igual a 10 m3/h, a una temperatura de 7° C gracias a la instalación de un dispositivo de enfriamiento de agua (chiller).

La eficiencia del esquema de post-enfriado propuesto, fue verificado en obra ejecutándose el hormigonado de un nuevo cubo de 2 m de lado, utilizando para esta oportunidad una variante de la mezcla que contemplaba un 32% de EAH. El registro de las temperaturas alcanzadas en distintos puntos de la estructura de prueba se muestra en la Fig. 6.

4. Estabilidad y robustez del hormigón
Teniendo en cuenta los requisitos en cuanto a la calidad de terminación del hormigón planteados oportunamente, la altura de las columnas a hormigonar, y con el objeto de garantizar la uniformidad del hormigón desde el punto de vista de su terminación y propiedades mecánicas y elásticas, se implementaron una serie de ensayos para evaluar la presencia de segregación dinámica y estática.

El primer tipo de segregación fue evaluada visualmente mediante el índice VSI [13,14]; no evidenciándose riesgo de este tipo de fenómeno para los diferentes porcentajes de participación de EAH y extendidos analizados (ver Fig. 7).
El ensayo de la columna de segregación estática (Sest) [15] fue el método empleado para evaluar el segundo tipo de segregación, haciendo intervenir las mismas variables analizadas para el caso de segregación dinámica. Teniendo en cuenta el límite recomendado por el ACI 237 (Sest ≤ 10%) [1], y los resultados que se muestran en la Tabla 4, fue recomendado utilizar un contenido de EAH igual o menor al 32%, y extendidos (Ext) que no superaran los 65 cm.
5. Condicionantes para la producción del hormigón
La utilización de arena gruesa silícea en reemplazo de la combinación de arena fina y de arena de trituración 0-6, obligó a utilizar exclusivamente una de las dos bocas de carga instaladas en el predio de la planta que suministraría el hormigón a la obra.
Teniendo en cuenta la necesidad de realizar la carga automática de la MS, se realizó un conjunto de obras complementarias en la boca de carga 1, consistentes en el montaje de un pequeño silo de transferencia para permitir la descarga de la MS (recibida en Big-bags), y la instalación de un silo madre complementario para la dosificación automática en peso de esta adición.



Si bien el control de temperatura sobre el hormigón fresco no resultaba ser una variable de peso sobre la temperatura máxima alcanzada por el material colocado en la estructura, el cliente especificó que la temperatura de colocación debía ubicarse próxima a los 20 °C, no superando los 25 °C para la temporada estival. A partir de este requisito, y teniendo como antecedente que la variabilidad de los parámetros en estado fresco y endurecido aumenta a medida que se incrementa la cantidad de hielo utilizada, se acordó con el cliente que los despachos de H-110 debían realizarse a primera hora del día con el objeto de minimizar la utilización de hielo.
Tabla 4. Resultados ensayos de Sest.

Para un correcto control de las humedades de los áridos, las tolvas de la planta eran vaciadas al finalizar la producción del día previo a la producción de H-110; al inicio de la jornada de producción se realizaba un trabajo de homogenización sobre los acopios de cada agregado, se determinaba la humedad, y finalmente se cargaba la planta con los agregados uniformizados. Bajo estas condiciones, la boca de carga 1 quedaba afectada exclusivamente a la producción de H-110, impidiéndose la carga de cualquier otro hormigón.
6. Cómo controlar este hormigón
Como fuera comentado, se realizaron estudios comparativos sobre los tres métodos disponibles para el encabezado de las probetas, con el propósito de analizar su influencia sobre los resultados de los ensayos a compresión.
Se utilizó la técnica del refrentado o pulido de las caras de aplicación de cargas, el empleo de compuesto de encabezado de alta resistencia y finalmente el uso de placas de elastómero de dureza shore 70 [16-21].
La Fig. 8 muestra los resultados de resistencia a compresión obtenidos sobre un conjunto de probetas tomadas de pastones elaborados en distintos días, curadas en condiciones normalizadas y ensayadas a la misma edad (56 días). Las dispersiones intrínsecas de las muestras ensayadas
resultaron ser: 2,4% para las placas de elastómero; 10% para el encabezado con pasta de azufre de alta resistencia, y de 7,5% para el pulido de las caras de aplicación de cargas. Tomando como referencia el promedio de las resistencias a compresión obtenidas para los pads de neoprene (shore 70), se observa una disminución próxima al 39% al utilizar la pasta de alta resistencia y de 18,6% para el refrentado. Los resultados permiten concluir que el uso de las placas de elastómero resulta ser el método más confiable entre los evaluados a pesar de que la norma IRAM 1709 limita el campo de aplicación para este sistema de encabezado a 50 MPa.
Teniendo en cuenta que el volumen comprometido en cada servicio resultaba acotado a un máximo de 36 o 40 m3, se decidió realizar el autocontrol sobre cada uno de los camiones despachados a obra.
Durante cada jornada de despacho se tomaron muestras en planta y obra del hormigón fresco, sometiéndolas a una secuencia de determinaciones con la finalidad de asegurar la exactitud de las pesadas de los materiales de planta. Esta serie de ensayos, consistente en la determinación de PUV, de peso húmedo y seco del hormigón, del tamizado húmedo y análisis granulométrico, permitieron obtener: el contenido unitario de material cementicio, determinar la relación a/MC, y finalmente la curva de distribución granulométrica total.

7. Resultados de las pruebas a escala industrial en planta y obra
Las Figs. 9 y 10 que se presentan a continuación, muestran los resultados de resistencia a compresión y Eest [22,23] correspondientes a los pastones realizados durante estas pruebas.


Del análisis de los resultados de ambos ensayos a las edades de 56 y 84 días, surgieron algunas inconsistencias relacionadas con valores que no aumentan, o decrecen, con relación a los obtenidos a los 28 días. Este comportamiento atípico se repitió en la etapa de entrega del hormigón, razón por la que actualmente está en ejecución un programa de estudio de aquellas variables que pueden estar influyendo sobre esta tendencia.
8. Datos de parámetros en estado fresco en planta vs obra
Se evaluaron de forma sistemática aquellos parámetros que caracterizan a la mezcla en estado fresco. La Tabla 5 muestra el resumen de estas características medidas en planta y en obra, teniendo en cuenta los ajustes realizados para alcanzar el extendido requerido para la colocación del hormigón.
Considerando que durante el período de pruebas se verificó un incremento en el extendido del hormigón del orden de 5 cm a 6 cm durante el transporte a obra, y recordando el riesgo a segregación estática superados los 65 cm; se decidió ajustar y despachar el hormigón desde planta, limitándose su fluidez a 50 cm, obligando a verificar este parámetro en la recepción en obra, y a realizar un ajuste menor del extendido para la descarga del hormigón.
Tabla 5. Parámetros en estado fresco de hormigón en planta y obra.

La Fig. 11 muestra los extendidos determinados durante el control en planta elaboradora (45 cm), al momento de la recepción del mismo pastón en obra (55 cm), y finalmente una vez ajustada la fluidez para la descarga (65 cm).

A diferencia de los resultados de viscosidad obtenidos en pruebas de laboratorio (con valores de T50 en el entorno de 7 a 10 seg), los registrados en obra mostraron ser levemente inferiores (entre 4 y 7 seg), posiblemente gracias a la mayor energía de mezclado entregada por los equipos motohormigoneros.
La totalidad de los hormigones despachados utilizaron hielo en reemplazo de agua de mezclado para lograr la temperatura de colocación solicitada. Las cantidades empleadas variaron entre 30 kg/m3 y 80 kg/m3 en función de la temperatura ambiente, logrando alcanzar temperaturas de colocación del hormigón entre 18,5 °C y 25 °C, llegando excepcionalmente a 29,4 °C cuando la temperatura ambiente se ubicó próxima a 30°C.
Los contenidos de aire incorporado se mantuvieron estables, en un entorno de variación comprendido entre 2,0 y 3,4%. Esta variable resultó crítica, considerando que en algunas de las pruebas preliminares se detectó un porcentaje cercano a 4,5 / 5,0%, arrojando esta prueba resultados a la compresión inferiores a los esperados (10 a 15 MPa). Debe realizarse un control intenso sobre esta variable, ya que nuestros antecedentes indican que los aditivos HF son susceptibles a potenciar el contenido de aire del hormigón. Este caso particular, obligó al proveedor de aditivos a aumentar la dosis del corrector de aire que se estaba utilizando en la fabricación del HF.
Los mayores valores de aire ocluido se detectaron durante los controles realizados en planta (por efecto de la elevada energía de mezclado), observándose en estos casos una disminución de medio punto porcentual al realizar las determinaciones en obra.
9. Colocación del hormigón
A pesar de haberse planteado originalmente la posibilidad de utilizar bomba, y verificándose mediante pruebas internas la aptitud de bombeo de la mezcla, el hormigón fue colocado en los elementos estructurales utilizando exclusivamente grúa y balde. La Fig. 12 muestra las tipologías de las columnas que fueron ejecutadas hasta el momento con este hormigón.

Para el caso particular del hormigonado de las columnas inclinadas, con un volumen cercano a los 38 m3, la primera mitad del volumen de hormigón se ajustaba a un extendido comprendido entre 65 cm y 70 cm como máximo, mientras que el volumen restante se descargaba con extendido algo menor (entre 60 cm y 65 cm). El hormigón fue descargado del balde sobre una canaleta metálica, ubicada en el interior de la columna y utilizada para guiar el flujo de hormigón, que finalmente quedaba perdida en la estructura.
En las columnas verticales, el estructuralista aprobó la materialización de juntas en planos horizontales, lo que permitió ejecutar el llenado por etapas en diferentes días.
Para el caso de las columnas compuestas, se adoptó el hormigonado mediante descarga directa del balde sobre el elemento vertical, pasando el hormigón por vaso comunicante a llenar el elemento inclinado. El hormigonado se ejecutó de manera completa entre planos de intersección con losas.
10. Hormigón colocado en estructuras definitivas
Habiéndose elaborado y colocado hasta el momento unos 310 m3 de este hormigón, se presentan en la Fig. 13, los resultados de ensayo individuales y los valores de la media móvil de tres resultados de ensayos consecutivos para las edades de 28 y 56 días, correspondientes al autocontrol de producción. En el gráfico se indican además los límites del 0,9 f´c y f´c adoptados para Modo 1 de control.
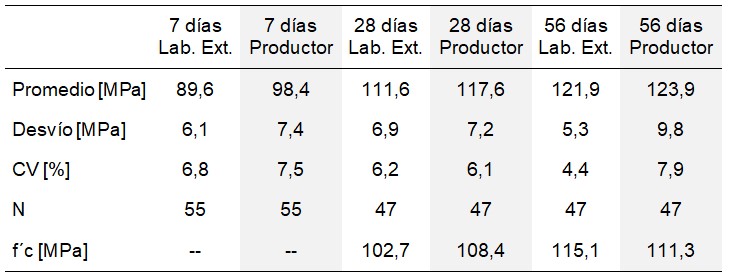
Los resultados del autocontrol fueron comparados con los obtenidos en el control de aceptación realizados por un laboratorio externo, resumiéndose en la Tabla 6 los valores de resistencia media (f´cm), desvío estándar (s) y resistencia característica (f´c) correspondiente a cada uno de los controles. Del análisis de estos valores surge que los promedios para las edades de 7 y 28 días obtenidos en el autocontrol del productor superan, en un 10% y 5% respectivamente, a los informados por el control de conformidad; mientras que, para las mismas edades, ambos controles presentan valores de “s” y coeficientes de variación similares.
Sin embargo, al estudiar la edad de 56 días, se observa una paridad de la resistencia media y un elevado valor de “s” para el autocontrol del productor (9,8 MPa). El incremento del desvío del autocontrol se evalúa asociado a la presencia de resultados de ensayo a la compresión que, a los 56 días de edad, resultaron ser inferiores a los obtenidos para la misma muestra a 28 días. La elevada frecuencia en la que se presentaron estos casos (próxima al 20% sobre el total de ensayos), motivaron la implementación de un programa de estudios tendientes a analizar la influencia de las variables que intervienen en los resultados, y definir el número mínimo de probetas por edad, que permiten obtener un resultado confiable.
Mediante estudios realizados en laboratorio, se evaluó la incidencia del tamaño de la probeta sobre el resultado de ensayo a compresión. Los resultados obtenidos mostraron un incremento de 8,5% cuando se utiliza la probeta cilíndrica 10 x 20 cm en reemplazo de la de 15 x 30 cm. Esta diferencia es comparable con los valores encontrados en los antecedentes consultados [24], y obliga a incorporar el tamaño de la probeta adoptado para la verificación de la resistencia especificada en los pliegos del proyecto. Tampoco debe soslayarse la capacidad mínima de la prensa a utilizar para el ensayo de hormigones de este nivel de resistencia sobre probetas de 15 x 30 cm.

Tabla 6. Resumen de resistencia a compresión promedio, desvío estándar y resistencia característica obtenida para cada control.
Con relación a los resultados del Eest obtenidos, fue observada una mayor frecuencia de casos en los que el módulo de elasticidad disminuye de 28 a 56 días.
Sobre este ensayo en particular, se verificó experimentalmente que la resistencia a compresión determinada sobre la misma probeta utilizada para obtener la curva tensión – deformación es sistemáticamente afectada por defecto (-20% en promedio) o por exceso (6% en promedio). Considerando la linealidad que presentaron las relaciones entre tensiones y deformaciones, se optó por realizar el cálculo del Eest con la resistencia a compresión obtenida sobre una probeta tomada de la misma muestra de hormigón, no respetándose la metodología indicada en la norma IRAM 1865 [22].
En la Fig. 14 se presenta la correlación entre Eest y la resistencia a compresión encontrada con la totalidad de los ensayos realizados sobre las muestras tomadas de los pastones definitivos colocados en obra. En el gráfico se indican dos juegos de curvas que corresponden a los límites de +/- 5% y +/-10% respecto de la curva de correlación, permitiendo observar que el 67% de los resultados están comprendidos dentro del primer entorno, un 26% se aparta entre un 5% y 10%, mientras que el 6% restante supera el límite de +/- 10%.

Si bien la correlación obtenida es pobre (R2 ≅ 0,50), resulta comparable con los antecedentes bibliográficos consultados [25-28], justificándose de esta manera que, pese a haber obtenido valores de Eest levemente inferiores al especificado, los resultados son consistentes con aquellos que se infieren a partir de la aplicación de las fórmulas que proporcionan los reglamentos y códigos internacionales.
Aceptando como válida esta hipótesis y considerando el empleo de agregado grueso granítico, se desprende que para lograr un valor de Eest ≥ 50 GPa debería haberse especificado un hormigón clase H140 (140 MPa de resistencia especificada). Alineado con esta afirmación, merece destacarse que la bibliografía analizada refiere que, específicamente, las fórmulas de correlación indicadas en el ACI 318 sobreestiman el valor del Eest.
Si bien el empleo de un agregado grueso de origen basáltico hubiera permitido lograr una mejora en los valores de Eest, esta alternativa fue descartada priorizando los requisitos impuestos sobre la trabajabilidad y calidad de terminación del hormigón.
11. Aspecto final de las estructuras ejecutadas
Una vez ejecutadas las primeras estructuras, pudo evaluarse la calidad lograda en cuanto a la superficie de terminación, cumpliéndose con la expectativa del Estudio de Arquitectura. La Fig. 15 (izquierda) muestra el aspecto final logrado sobre la primera columna inclinada (hormigonada el 08-05-21); mientras que la Fig. 15 (derecha) presenta una vista más cercana de la superficie lograda en una de las columnas compuestas.
Luego de tres meses de ejecutadas las primeras dos columnas inclinadas, fueron detectadas algunas fisuras que no presentan un patrón que pueda asignarse a una causa concreta. Al realizar una inspección en obra, pudo verificarse que gran parte de estas fisuras se iniciaban en coincidencia con los pasadores de atado entre tableros de encofrados (Fig. 16). Todos los casos analizados presentaban aberturas inferiores a 0,2 mm, comprobándose mediante la extracción de testigos que las mismas eran prácticamente superficiales, penetrando solo 4 mm o 5 mm hacia el interior del hormigón, tal como se muestra en la Fig. 17.


Considerando las características de este hormigón y las dimensiones de las estructuras, se supone que el origen de la fisuración podría corresponder a la suma de problemas de origen térmico y cambios volumétricos, desconociéndose hasta el momento la incidencia de cada una de ellas sobre la fisuración. Esta incertidumbre disparó la necesidad de evaluar la contracción autógena (Cautógena) y por secado (Csecado) sobre este hormigón; determinándose hasta el momento, luego de 84 días, valores para la Cautógena de -0,041% y -0,027% para la Csecado. De acuerdo con la bibliografía consultada [29], se prevé iniciar una serie de ensayos sobre la misma mezcla con el objeto de verificar la influencia de aditivos reductores de contracción y expansores sobre ambas contracciones.

12. Conclusiones
En aquellos casos en los que no existan datos para el cálculo del desvío para hormigones clase superior a H-60, los valores de la resistencia de diseño obtenidos a partir de la aplicación de la Tabla 5.5 del CIRSOC 201-05, resultan ser algo inferiores a los obtenidos al adoptar el criterio establecido en el ACI 318, Tabla 5.3.2.2.
Para aplicaciones de este tipo de hormigones en estructuras masivas, el incremento del contenido de EAH en el material cementicio y la utilización de hielo en reemplazo de agua de amasado, resultó insuficiente para evitar superar las temperaturas máximas recomendadas para minimizar la fisuración térmica y la formación de ettringita diferida; debiendo ser empleado, como sistema más eficiente, el post-enfriado de la masa de hormigón de la estructura.
Para el conjunto de materiales utilizados, el incremento en el porcentaje de EAH empleado, eleva la tendencia a la segregación estática a partir de determinados valores de fluidez de la mezcla (Ext > 65 cm).
El método de encabezado utilizando placas de elastómeros resulta ser confiable para los niveles de resistencia comprometidos con hormigones de ultra alta resistencia.
Debe controlarse sistemáticamente el aire incorporado y la compatibilidad cemento o material cementicio-aditivo HF, durante la producción de este tipo de hormigón.
La influencia del tamaño de la probeta sobre el resultado de ensayo a compresión resulta relevante, considerándose necesario incorporar este aspecto en las especificaciones del proyecto para unificar criterios en juzgamiento de la calidad.
Resulta necesario continuar investigando sobre la metodología más apropiada para aplicar en la determinación de Eest, en función de las variaciones encontradas.
La correlación encontrada entre Eest y la resistencia a compresión es pobre (R2 ≅ 0,50) pero resulta comparable con la disponible en la bibliografía, verificándose que las expresiones recomendadas en el ACI sobrestiman los valores de Eest.
Se considera importante caracterizar a los hormigones de ultra alta resistencia desde el punto de vista de sus cambios volumétricos: contracción autógena y por secado.
Considerándose como la primera experiencia a nivel nacional en la elaboración y entrega de hormigón de clase resistente superior a 100 MPa, los resultados obtenidos hasta el momento permiten asegurar que tanto la metodología empleada para el diseño y desarrollo, como los controles implementados durante el proceso de elaboración y entrega, fueron efectivos y demuestran el grado de avance de la tecnología del hormigón para la producción de mezclas con estas características a nivel nacional.
Referencias
[1] American Concrete Institute. (2018). Self-consolidating concrete (ACI 237R-07).
[2] Mansilla, G., Gebert, F., y Fornasier, G. (2016). Como diseñar, producir y bombear hormigones autocompactantes de alta resistencia para el edificio más alto de Buenos Aires. En F. Irassar (Ed.), 7º Congreso Internacional y 21ª Reunión Técnica AATH (pp. 179–186). AATH.
[3] Becker, E., Corallo, P., Gea, I., Domínguez, J., Ríos, C., y Cañari, J. (2016). Caracterización reológica de hormigones autocompactantes y convencionales. En F. Irassar (Ed.), 7º Congreso Internacional y 21ª Reunión Técnica AATH (pp. 171–178). AATH.
[4] Ministerio de Planificación Federal, Inversión Pública y Servicios, Secretaría de Obras Públicas de la Nación (2005). INTI-CIRSOC. Reglamento argentino de estructuras de hormigón CIRSOC 201. https://www.inti.gob.ar/assets/uploads/files/cirsoc/vigencia-2013/area100/area100a/reglamento201completo.pdf
[5] American Concrete Institute. (2019). Building code requirements for structural concrete and commentary (ACI 318-19).
[6] American Concrete Institute. (1992). State-of-the-art report on high-strength concrete (ACI 363R-92, Reapproved 1997).
[7] American Concrete Institute. (2018). Ultra-high-performance concrete: An emerging technology report (ACI 239R-18).
[8] Mehta P. K., y Monteiro, P. J. M. (2006). Concrete: Microstructure, properties, and materials (3era). McGraw-Hill Professional.
[9] Abbas, S., Nehdi, M. L., y Saleem, M. A. (2016). Ultra-high performance concrete: Mechanical performance, durability, sustainability and implementation challenges. International Journal of Concrete Structures and Materials, 10(3), 271–295. https://doi.org/f82p9w
[10] American Concrete Institute. (2005). Guide to mass concrete (ACI 207.1R-05).
[11] American Concrete Institute. (2016). Guide to durable concrete (ACI 201.2R-16).
[12] German Instruments (2021). Be4Cast (versión 3.30 2009). https://germann.org/products-by-application/thermal-modeling/b4cast
[13] Instituto Argentino de Normalización y Certificación (2018). IRAM 1890-1. Hormigones autocompactantes (HAC). Métodos de ensayo. Parte 1 – Método de ensayo de extendido y el tiempo T50.
[14] American Society for Testing and Materials International (2018). ASTM C1611/C1611M-18. Standard test method for slump flow of self-consolidating concrete.
[15] American Society for Testing and Materials International (2019). ASTM C1610/C1610M-19. Standard test method for static segregation of self-consolidating concrete using column technique.
[16] American Society for Testing and Materials International (2015). ASTM C617/C617M-15. Standard practice for capping cylindrical concrete specimens.
[17] Instituto Argentino de Normalización y Certificación (2016). IRAM 1709. Hormigón de cemento. Método y requisitos para el uso de placas de elastómero no adheridas, empleadas para la determinación de la resistencia a la compresión de probetas y testigos cilíndricos de hormigón endurecido.
[18] American Society for Testing and Materials International (2015). ASTM C1231/C1231M-15. Standard practice for use of unbonded caps in determination of compressive strength of hardened cylindrical concrete specimens.
[19] American Society for Testing and Materials International (2010). ASTM C39/C39M-10. Standard test method for compressive strength of cylindrical concrete specimens.
[20] Instituto Argentino de Normalización y Certificación (2013). IRAM 1546. Hormigón de cemento. Método de ensayo de compresión.
[21] Milanesi, C., Saavedra, J., Kaminsky, H., y Fava C. (2020). Uso de placas de neopreno para la evaluación de la resistencia a compresión del hormigón. En M. C. Torrijos, y C. Zega (Eds.), IX Congreso Internacional y XXIII Reunión Técnica AATH (pp. 623–630). AATH.
[22] Instituto Argentino de Normalización y Certificación (2009). IRAM 1865. Hormigón de cemento. Métodos de ensayo para la determinación del módulo de elasticidad estático y la relación de Poisson de probetas y testigos cilíndricos de hormigón sometidos a esfuerzos de compresión axial.
[23] American Society for Testing and Materials International (2002). ASTM C469-02. Standard test method for static modulus of elasticity and Poisson’s ratio of concrete in compression.
[24] Lee, B. J., Kee, S.-H., Oh, T., y Kim, Y.Y. (2015). Effect of cylinder size on the modulus of elasticity and compressive strength of concrete from static and dynamic tests. Advances in Materials Science and Engineering, 2015, 580638. https://doi.org/f7wnnz
[25] Mostofinejad, D., y Nozhati, M. (2005). Prediction of the modulus of elasticity of high strength concrete. Iranian Journal of Science & Technology, Transaction B, Engineering, 29(B3), 311–321.
[26] Jang, I.-Y., Park, H.-K., y Yoon, Y.-S. (2006). A proposal of an elastic modulus equation for high-strength and ultra high-strength concrete. International Journal of Concrete Structures and Materials, 18(1E), 43–48. https://doi.org/fp7bgg
[27] Alsalman, A., Dang, C. N., Prinz, G. S., y Hale, W. M. (2017). Evaluation of modulus of elasticity of ultra-high performance concrete. Construction and Building Materials, 153, 918–928. https://doi.org/hbsf
[28] Amin, R. S., y Rashied, S. M. (2017). Evaluation of modulus of elasticity for high strength concrete using aggregates in Iraq. Kufa Journal of Engineering, 8(1), 108–
[29] Yang, L., Shi, C., y Wu, Z. (2019). Mitigation techniques for autogenous shrinkage of ultra-high-performance concrete – A review. Composites Part B: Engineering, 178, 107456. https://doi.org/ghqn98
Este es un artículo de acceso abierto distribuido bajo los términos de la licencia Creative Commons Atribución-NoComercial-CompartirIgual 4.0 Internacional (CC-BY-NC-SA 4.0).
Citar como: Mansilla, G. P., Corallo, P., Fornasier, G., Gebert, F., Martínez Cleres, L., Mazzola, M., Ríos, D., Riveros, E., Manduca, R., Cañari, J., y Ríos, M. (2022). Diseño, producción y colocación del hormigón de mayor resistencia en Argentina. Revista Hormigón, 61, 52–71. http://id.caicyt.gov.ar/ark:/s27189058/frgeywwcc